网架制作检验批质量验收记录填写范例
网架制作检验批质量验收记录填写说明
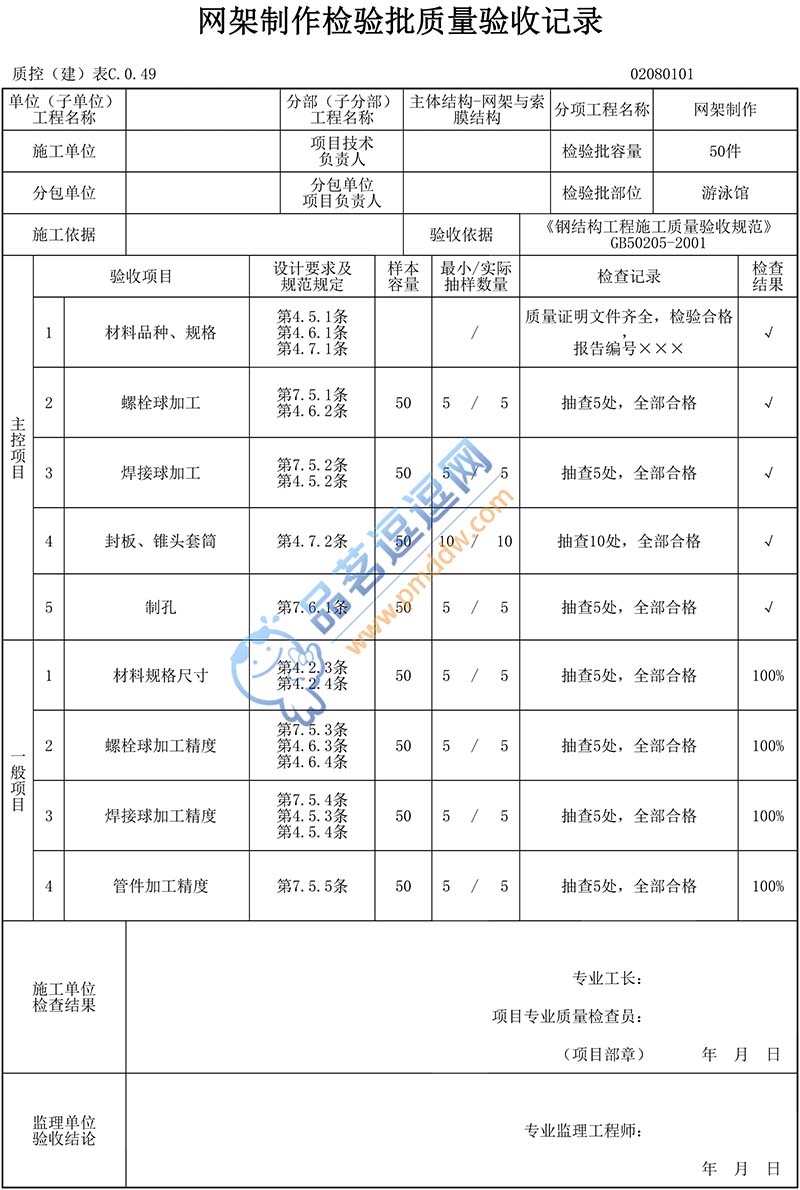
【规范名称及编号】《钢结构工程施工质量验收规范》(GB50205-2001)
【条文摘录】
摘录一:

摘录二:
4.2.3钢板厚度及允许偏差应符合其产品标准的要求。
检查数量:每一品种、规格的钢板抽查5处。
检验方法:用游标卡尺量测。
4.2.4型钢的规格尺寸及允许偏差应符合其产品标准的要求。
检查数量:每一品种、规格的型钢抽查5处。
检验方法:用钢尺和游标卡尺量测。
4.5.1焊接球及制造焊接球所采用的原材料,其品种、规格、性能等应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查产品的质量合格证明文件、中文标志及检验报告等。
4.5.2焊接球焊缝应进行无损检验,其质量应符合设计要求,当设计无要求时应符合本规范中规定的二级质量标准。
检查数量:每一规格按数量抽查5%,且不应少于3个。
检验方法:超声波探伤或检查检验报告。
Ⅱ一般项目
4.5.3焊接球直径、圆度、壁厚减薄量等尺寸及允许偏差应符合本规范的规定。
检查数量:每一规格按数量抽查5%,且不应少于3个。
检验方法:用卡尺和测厚仪检查。
4.5.4焊接球表面应无明显波纹及局部凹凸不平不大于1.5mm.
检查数量:每一规格按数量抽查5%,且不应少于3个.
检验方法:用弧形套模、卡尺和观察检查。
4.6.1螺栓球及制造螺栓球节点所采用的原材料,其品种、规格、性能等应符合现行国家产品标志和设计要求。
检查数量:全数检查。
检验方法:检查产品的质量合格证明文件、中文标志及检验报告等。
4.6.2螺栓球不得不过烧、裂纹及褶皱。
检查数量:每种规格抽查5%,且不应少于5只。
检验方法:用10倍放大镜观察和表面探伤。
Ⅱ一般项目
4.6.3螺栓球螺纹尺寸应符合现行国家标准《普通螺纹基本尺寸》GB196中粗牙螺纹的规定,螺纹公差必须符合现行国家标准《普通螺纹公差与配合》GB197中6H级清度的规定。
检查数量:每种规格抽查5%,且不应少于5只。
检验方法:用标准螺纹规。
4.6.4螺栓球直径、圆度、相邻两螺栓孔中心线来夹角等尺寸及允许偏差应符合本规范的规定。
检查数量:每种规格抽查5%,且不应少于3只。
检验方法:用卡尺和分度头仪检查。
4.7.1封板、锥头和套筒及制造封板、锥头和套筒所采用的原材料,其品种、规格、性能等应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查产品的质量合格证明文件、中文标志及检验报告等。
4.7.2封板、锥头、套筒外观不得有裂纹、过烧及氧化皮。
检查数量:每种规格抽查5%,且不应少于10只。
检验方法:用放大境观察检查和表面探伤。
7.5管、球加工
Ι主控项目
7.5.1螺栓球成型后,不应有裂纹、褶皱、过烧。
检查数量:每种规格抽查10%,且不应少于5个。
检验方法:10位放大镜观察检查或表面探伤。
7.5.2钢板压成半圆球后,表面不应有裂纹、褶皱;焊接球其对接坡口应采用机械加工,对接焊缝表面应打磨平整。
检查数量:每种规格抽查10%,且不少于5个。
检验方法:10倍放大镜观察检查或表面探伤。
Ⅱ一般项目
7.5.3螺栓球加工的允许偏差应符合表7.5.3的规定。
检查数量:每种规格抽查10%,且不应少于5个。检验方法:见表7.5.3。
表7.5.3螺栓球加工的允许偏差(mm)
|
项目
|
允许偏差
|
检验方法
|
|
圆度
|
d≤120
|
1.5
|
用卡尺和游标卡尺检查
|
|
d>120
|
2.5
|
|
同一轴线上两铣平面平行度
|
d≤120
|
0.2
|
用百分表V形块检查
|
|
d>120
|
0.3
|
|
铣平面距离中心距离
|
±0.2
|
用游标卡尺检查
|
|
相邻两螺栓孔中心线夹角
|
±30’
|
用分度头检查
|
|
两铣平面与螺栓孔轴垂直度
|
0.005r
|
用百分表检查
|
|
球毛坯直径
|
d≤120
|
+2.0
-0.1
|
用卡尺和游标卡尺检查
|
|
d>120
|
+3.0
-1.5
|
7.5.4焊接球加工的允许偏差应符合表7.5.4的规定。
检查数量:每种规格抽查10%,且不应少于5个。检验方法:见表7.5.4。
表7.5.4焊接球加工的允许偏差(mm)
|
项目
|
允许偏差
|
检验方法
|
|
直径
|
±0.0005d
±2.5
|
用卡尺和游标卡尺检查
|
|
圆度
|
2.5
|
用卡尺和游标卡尺检查
|
|
壁厚减薄量
|
0.13t,且不应大于1.5
|
用卡尺和测厚仪检查
|
|
两半球对口错边
|
1.0
|
用套模和游标卡尺检查
|
7.5.5钢网架(桁架)用钢管杆件加工的允许偏差应符合表7.5.5的规定。
检查数量:每种规格抽查10%,且不应少于5根。检验方法:见表7.5.5。
表7.5.5钢网架(桁架)用钢管杆件加工的允许偏差(mm)
|
项目
|
允许偏差
|
检验方法
|
|
长度
|
±1.0
|
用钢尺和百分表检查
|
|
端面对管轴的垂直度
|
0.005r
|
用百分表V形块检查
|
|
管口曲线
|
1.0
|
用套模和游标卡尺检查
|
7.6.1A、B级螺栓孔(I类孔)应具有H12的精度,孔壁表面粗糙度? 不应该大于12.5um。其孔径不允许偏差应符合表7.6.1-1的规定。C级螺栓孔(Ⅱ类孔),孔壁表面粗糙度? 不应大于25um,其允许偏差应符合表7.6.1-2的规定。
检查数量:按钢构件数量抽查10%,且不应少于3件。
检验方法:用游标卡尺或孔径量规检查。
表7.6.1A、B级螺全孔径的允许偏差(mm)
|
序号
|
螺栓公称直径、螺栓孔直径
|
螺径公称直径允许偏差
|
螺栓孔直径允许偏差
|
|
1
|
10-18
|
0.00-0.18
|
+0.18
?0.00
|
|
2
|
18-30
|
0.00-0.21
|
+0.21
?0.00
|
|
3
|
30-50
|
0.00-0.25
|
+0.25
?0.00
|
表7.6.1-2C级螺栓孔的允许偏差(mm)
|
项目
|
允许偏差
|
|
直径
|
+1.0
0.0
|
|
圆度
|
2.0
|
|
垂直度
|
0.03t,且不应大于2.0
|