钢筋制作加工是否准确、合格,对钢筋绑扎的施工质量产生决定性的因素,做好钢筋制作加工的管控将在钢筋的全过程施工中起到事半功倍的效果。
钢筋制作加工的控制主要分为钢筋料单优化、钢筋构件加工尺寸控制、直螺纹丝头加工控制、钢筋调直是否瘦身等几方面。
钢筋料单优化
随着企业对钢筋精益化管理的不断提升,各项目的自主翻样已处于快速实施阶段,由项目部钢筋翻样师进行翻样就能够对钢筋制作加工的源头进行把控,既能将料单进行深度优化,也能更加有效的保证加工尺寸长度的准确率,最终达到钢筋损耗率≤1%,钢筋优化率≥3%。钢筋料单优化后需经项目总工审批后方可投入使用。
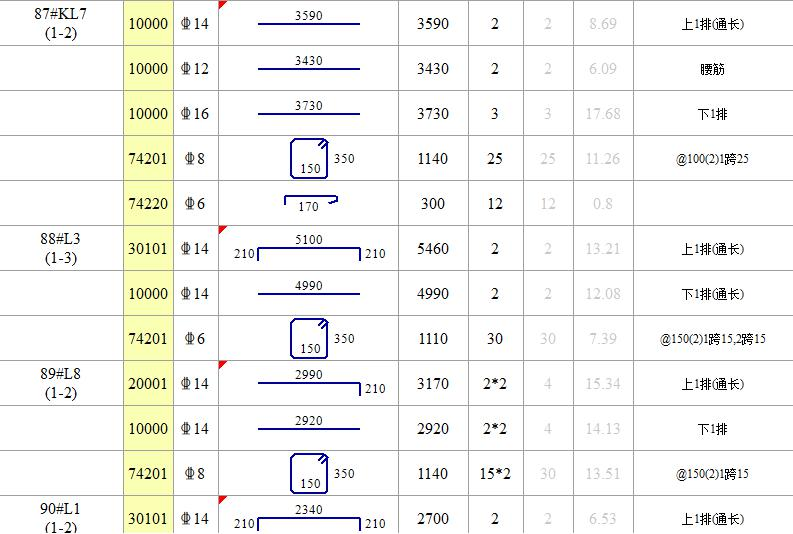
构件料单明细

构件排布图
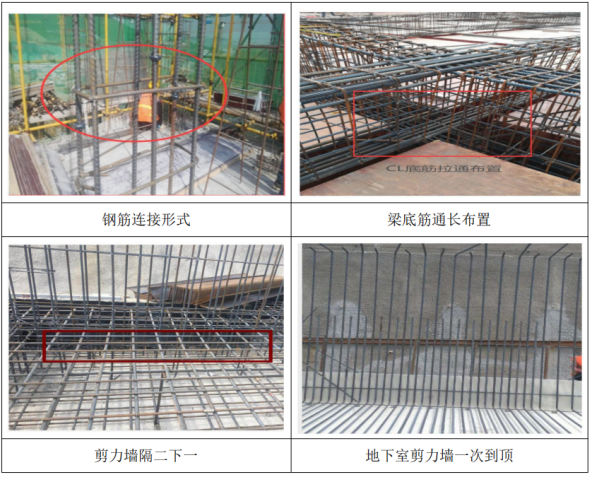
1.施工工艺选择
钢筋翻样工程师在满足规范的前提下,对各节点施工工艺进行策划,最终满足钢筋损耗率的相关规定。如剪力墙结构和框架结构,剪力墙钢筋直径在(12mm-18mm)的采用电渣压力焊进行连接。框架梁底筋采用能通则通原则施工,禁止跨跨断开。剪力墙采用“隔二下一”节点施工,一层地下室一次到顶等施工工艺,既节约工期,又提高效益。
2.钢筋余料、尾料管控
(1)项目将打包盘螺的钢筋用于梯子筋(控制保护层),安装工程穿筋盒定位钢筋,以及长度大于50cm的钢筋进行分类码放,作为二次结构墙体拉结筋、构造柱的植筋钢筋等,将余料最大限度利用,节约项目材料。余料套丝利用连接位置不应设置在构件受力较大处。
(2)严格按照钢筋料单加工,并针对性的进行构件数量检查,防止后台多下料产生浪费。

钢筋构件加工尺寸
1.现场尺寸量测
钢筋制作加工完成的半成品尺寸都需要在加工区进行提前抽检量测。
抽检频率:同一设备加工的同一类型钢筋,每工作班抽查不应少于3件。
检查方法:尺量

各半成品的加工尺寸必须满足设计及规范要求,若不满足要求的半成品要求班组重新加工,并作出相应的处罚。
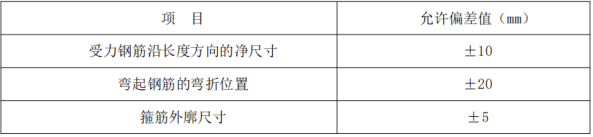 (表:钢筋加工的允许偏差)
(表:钢筋加工的允许偏差)
2.钢筋弯折控制
(1)光圆钢筋受拉时末端做成180°弯钩,弯后平直段长度≥3d。
(2)箍筋与拉钩末端做135°弯钩,弯后平直段长度max[10d;75mm];非框架梁及不考虑地震作用的悬挑梁,箍筋及拉筋弯钩平直段可为5d,受扭时为10d;剪力墙分布钢筋拉钩可采用双面135°或一端135°另一端90°弯折,弯折平直段可为5d。
(3)纵向受力钢筋末端做90°弯钩,弯后平直段长度≥12d。
(4)钢筋弯折弯弧内直径 D:HPB300级钢筋D≥2.5d;400级带肋钢筋D≥4d;500 级带肋钢筋d≤25时,D≥6d;d>25,时D≥7d,此外箍筋弯折尚不应小于纵向受力主筋直径,当纵向主筋为搭接或并筋时根据实际确定箍筋弯弧内直径。
3.其他要求
(1)钢筋加工在专业化加工场进行。
(2)钢筋的表面应清洁、无损伤,油渍、漆污和铁锈应在加工前清除干净。带有颗粒状或片状老锈的钢筋不得使用。钢筋除锈后如有严重的表面缺陷,应重新检验该批钢筋的力学性能及其他相关性能指标。
(3)钢筋加工宜在常温状态下进行,加工过程中不应加热钢筋。钢筋弯折应一次完成,不得反复弯折。
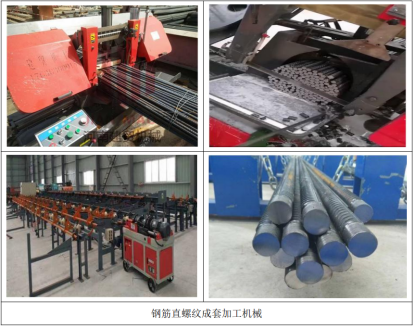
直螺纹加工
1.直螺纹加工机械
合格的直螺纹加工机械是准确加工的保障,选定的加工设备必须具备产品合格证等质量证明文件,设备安装调试完成后,必须通过验收后方可使用,使用前在加工厂内设置操作流程牌、剥肋滚丝头加工尺寸允许偏差表等标识牌。
A 钢筋端面应平齐、完整。无马蹄形、弯曲等缺陷;
B 按照钢筋料单要求选择配套的螺纹规格;
C 必须使用检测合格水性润滑液,液量充足应满足使用要求,且保证所有通道畅通;
D 送料工作台面和套丝孔保持水平,钢筋紧固装置应固定牢固。
2.对钢筋直螺纹加工人员交底、培训与考核
技术、安全交底→厂家操作技能培训→现场套丝→技能考核合格后方可上岗,不合格的必须淘汰→制作现场所涉及到的各种规格型号的钢筋直螺纹丝头样板与接头样板→落实质量样板“挂牌制”。
3.直螺纹丝头加工与检查
拟套丝钢筋端部平头切割→检查切割面是否与轴线垂直,断面是否完整,否则重新切割→钢筋上架,单层摆放整齐→套丝→检查丝头丝扣数量与质量,丝头合格→采用手持砂轮机打磨丝头毛刺→检查打磨面,符合要求后上塑料帽→下架,搬运到指定位置,分类码放整齐,标识清楚。
钢筋直螺纹套丝完成后,由专业工程师组织班组自检,合格后报质量工程师验收,进行质量验收,验收标准如下:
a 螺纹牙型饱满,端面光滑无毛刺。
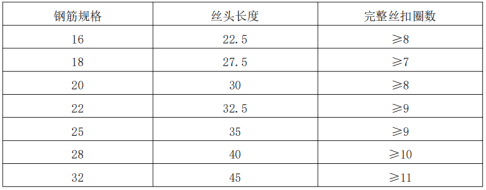
b 丝扣数量及长度为1/2套筒长度,可参考下表要求。
 c 使用塞规及环规检验套丝及套筒是否合格,并确保套丝与套筒配套一致,与厂家形式检验报告一致。
c 使用塞规及环规检验套丝及套筒是否合格,并确保套丝与套筒配套一致,与厂家形式检验报告一致。
4.直螺纹丝头保护措施
钢筋直螺纹加工经检验直螺纹合格后,应戴上保护帽以防碰伤和生锈。直螺纹钢筋安装完成后,应对预留直螺纹丝头全部佩戴保护帽,保护帽规格应和直螺纹丝头一致,确保佩戴后牢固且无丝扣外露。

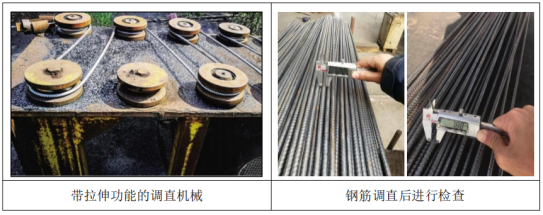
钢筋调直防瘦身
1.盘卷钢筋调直机械检查
盘卷钢筋调直机械进场前由项目技术部检查并经监理单位确认是否有延伸功能,并登记造册,以防班组私自使用与进场不同的机械,从源头杜绝带有延伸功能的调直机械进场。
2.调直前后钢筋直径检查
抽检频率:同一设备加工的同一类型钢筋,每工作班抽查不应少于3件。
检查方法:游标卡尺量。